
GM5X-I 5- អ័ក្ស CNC ម៉ាស៊ីនកិន
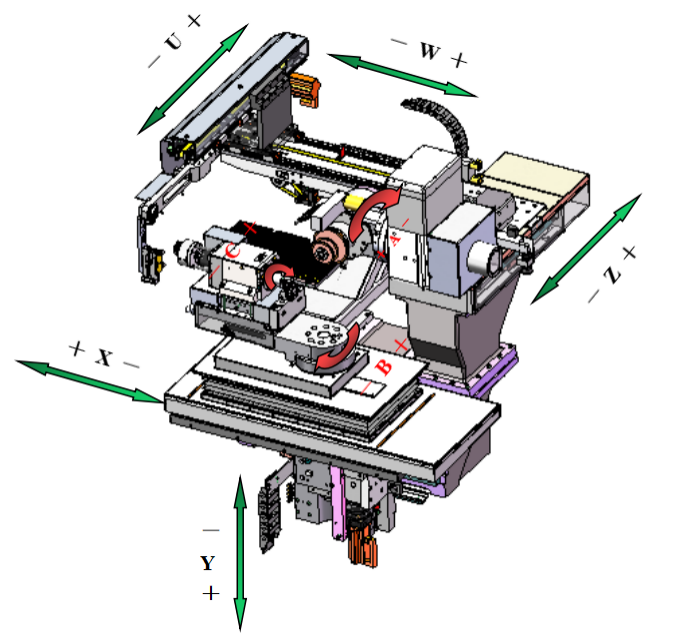
ដ្យាក្រាមរចនាសម្ព័ន្ធសំខាន់របស់ម៉ាស៊ីន
វិសាលភាពកម្មវិធី
ម៉ាស៊ីននេះផលិតឧបករណ៍កាត់ និងខួងចុង ស័ក្តិសមសម្រាប់ការកែច្នៃលោហៈធាតុរឹង និងសម្ភារៈដែកដែលមានល្បឿនលឿន។
ការផលិតឧបករណ៍ និងវដ្តនៃការចងក្រងឡើងវិញ
ម៉ាស៊ីនកិនចុងស្តង់ដារ៖ ជីករណ្តៅ, ខាងក្រោយ, ការធ្វើឱ្យច្បាស់តុងរួច, ការធ្វើឱ្យច្បាស់គែមខាងក្រោម, ឌីជីថល, ការកិន។
1. លក្ខណៈបច្ចេកទេស
| № | មាតិកា | តម្រូវការ | ចំនួន | ឯកតា |
| ១.១ | វិមាត្រនៃស្នាដៃ | |||
| ១.១.១ | ប្រវែងនៃការតោង | ≤ | ២៣០ | mm |
| ១.១.២ | ការតោងអង្កត់ផ្ចិត | រវាង | ២-២០ | mm |
| ១.១.៣ | ប្រវែងកិន | ≤ | ១៥០ | mm |
| ១.១.៤ | អង្កត់ផ្ចិតកិន | រវាង | 0.3-12 | mm |
| ១.២ | Spindle កិន | |||
| ១.២.១ | ប្រភេទដ្រាយ | ត្រឹមត្រូវ។ | ដ្រាយផ្ទាល់ | - |
| ១.២.២ | ថាមពល | ថាមពលដែលបានវាយតម្លៃ | ១៣.៦ | kW |
| ១.២.៣ | ត្រជាក់ | ត្រឹមត្រូវ។ | ប្រេងត្រជាក់ | - |
| ១.២.៤ | ការគ្រប់គ្រងល្បឿននៃកង់កិន | ត្រឹមត្រូវ។ | ល្បឿនគ្មានជំហាន | - |
| ១.២.៥ | ល្បឿន | រវាង | 0-10000 | rpm |
| ១.២.៦ | ចំនួននៃក្បាលកិន spindle | ត្រឹមត្រូវ។ | ២ | កុំព្យូទ័រ |
| ១.៣ | កង់កិន | |||
| ១.៣.១ | អង្កត់ផ្ចិត | ≤ | ១៥០ | mm |
| ១.៣.២ | ចំនួនអតិបរមានៃកង់កិនក្នុងមួយ spindle | ≤ | 4 | កុំព្យូទ័រ |
| ១.៣.៣ | កង់កិន អង្កត់ផ្ចិត spindle | ត្រឹមត្រូវ។ | 25 | mm |
| ១.៣.៤ | កម្មវិធីគ្រប់គ្រងការផ្គត់ផ្គង់ទឹកត្រជាក់ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៣.៥ | ចំនួននៃក្បាលម៉ាស៊ីនត្រជាក់ | ≥ | 3 | កុំព្យូទ័រ |
| ១.៤ | ប្រព័ន្ធតោងនៃ workpiece | |||
| ១.៤.១ | ប្រព័ន្ធតោង | ត្រឹមត្រូវ។ | ធារាសាស្ត្រ, ស្វ័យប្រវត្តិ | - |
| ១.៤.២ | ក្ដាប់ជាប់ | ត្រឹមត្រូវ។ | SCHAUBLIN W20 | - |
| ១.៤.៣ | ប្រភេទដ្រាយ | ត្រឹមត្រូវ។ | ដ្រាយផ្ទាល់ | - |
| ១.៥ | ប៉ារ៉ាម៉ែត្រអ័ក្ស | |||
| ១.៥.១ | ប្រភេទ | ត្រឹមត្រូវ។ | លីនេអ៊ែរ | - |
| ១.៥.២ | ការធ្វើដំណើរតាមអ័ក្ស X | ≤ | ២៨០ | mm |
| ១.៥.៣ | ការធ្វើដំណើរតាមអ័ក្ស Z | ≤ | ១៣០ | mm |
| ១.៥.៤ | ការធ្វើដំណើរតាមអ័ក្ស Y | ≤ | ២៣០ | mm |
| ១.៥.៥ | ដំណោះស្រាយអ័ក្ស XYZ | ត្រឹមត្រូវ។ | 0.0001 | mm |
| ១.៥.៦ | ល្បឿនអ័ក្ស XYZ | ≤ | 10 | ម៉ែត/នាទី |
| ១.៥.៧ | ការធ្វើដំណើរតាមអ័ក្ស | ≤ | ៣៦០ | សញ្ញាបត្រ |
| ១.៥.៨ | ដំណោះស្រាយអ័ក្ស A | ត្រឹមត្រូវ។ | 0.0001 | សញ្ញាបត្រ |
| ១.៥.៩ | ល្បឿនអ័ក្ស | ≤ | ៣០០ | rpm |
| ១.៥.១០ | ការធ្វើដំណើរតាមអ័ក្សខ | ± | ២១០ | ដឺក្រេ |
| ១.៥.១១ | ល្បឿនអ័ក្សខ | ≤ | 12 | rpm |
| ១.៦ | ប្រព័ន្ធផ្ទុកនិងផ្ទុក | |||
| ១.៦.១ | ប្រព័ន្ធផ្ទុកនិងផ្ទុក | ត្រឹមត្រូវ។ | ប្រភេទ Truss ដៃមនុស្សយន្ត | - |
| ១.៦.២ | ចំនួនថាស | ត្រឹមត្រូវ។ | ២ | កុំព្យូទ័រ |
| ១.៦.៣ | ការផ្ទុកនិងការផ្ទុកដោយស្វ័យប្រវត្តិអង្កត់ផ្ចិតនៃដុំការងារ | រវាង | ២-១២ | mm |
| ១.៦.៤ | ប្រវែងដុំនិងការផ្ទុកដោយស្វ័យប្រវត្តិ | ≤ | 40-200 | mm |
| ១.៦.៥ | ចំនួនអតិបរមានៃ workpieces | ≤ | ៣០០ | កុំព្យូទ័រ |
| ១.៦.៦ | កម្មវិធី | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៧ | សមាសធាតុផ្សេងទៀត។ | |||
| ១.៧.១ | សមត្ថភាពក្នុងការរកឃើញ workpieces នៅលើឧបករណ៍ម៉ាស៊ីន | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៧.២ | ប្រព័ន្ធប្រេងរំអិលស្វ័យប្រវត្តិកណ្តាល | ត្រឹមត្រូវ។ | បាទ |
|
| ១.៧.៣ | ចង្កៀងសញ្ញាបីពណ៌ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៨ | ស្រេចចិត្ត | |||
| ១.៨.១ | ឧបករណ៍បំបែកអ័ព្ទប្រេង | ត្រឹមត្រូវ។ | ស្រេចចិត្ត | - |
| ១.៩ | គ្រប់គ្រង | |||
| ១.៩.១ | ប្រព័ន្ធគ្រប់គ្រង | ត្រឹមត្រូវ។ | NUCN-IM8+ | - |
| ១.៩.២ | បន្ទះប្រតិបត្តិការ | ត្រឹមត្រូវ។ | អេក្រង់ប៉ះ | - |
| ១.៩.៣ | អ័ក្សគ្រប់គ្រងឌីជីថល | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៩.៤ | ការបង្ហាញពណ៌ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.៩.៥ | ទំហំបង្ហាញ | ត្រឹមត្រូវ។ | 19 | អ៊ីញ |
| ១.១០ | ម៉ូឌុលកម្មវិធីកិនឧបករណ៍ | |||
| ១.១០.១ | ឧបករណ៍កាត់សាមញ្ញ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.១០.២ | សមយុទ្ធសាមញ្ញ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.១០.៣ | ស៊ើបអង្កេតរបៀបរកឃើញដោយស្វ័យប្រវត្តិ | ត្រឹមត្រូវ។ | បាទ | - |
| ១.១១ | ប៉ារ៉ាម៉ែត្រឧបករណ៍អគ្គិសនី | |||
| ១.១១.១ | វ៉ុល | ត្រឹមត្រូវ។ | 380 ± 10% | V |
| ១.១១.២ | ប្រេកង់ | ត្រឹមត្រូវ។ | 50 ± 10% | Hz |
| ១.១១.៣ | ថាមពល | ≤ | 25 | KW |
| ១.១២ | វិមាត្រ | |||
| ១.១២.១ | ប្រវែង | ≤ | ២០០០ | mm |
| ១.១២.២ | ទទឹង | ≤ | 2800 | mm |
| ១.១២.៣ | កម្ពស់ | ≤ | ២ ២០០ | mm |
| ១.១២.៤ | គុណភាព | ≤ | ៤ ៧៥០ | kg |
2. បញ្ជីការកំណត់រចនាសម្ព័ន្ធស្តង់ដារ
| № | មាតិកា | គំរូ | ម៉ាក | ចំនួន | ||
| ២.១ | ឧបករណ៍ម៉ាស៊ីន | |||||
| ២.១.១ | ការកំណត់រចនាសម្ព័ន្ធអ័ក្ស X | |||||
| ២.១.១.១ | - ដំបងវីស | ប្ដូរតាមបំណង | NSK | 1 ភី | ||
| ២.១.១.២ | - ផ្លូវដែក | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 ភី | ||
| ២.១.២ | ការកំណត់រចនាសម្ព័ន្ធអ័ក្ស Y | |||||
| ២.១.២.១ | - ដំបងវីស | ប្ដូរតាមបំណង | NSK | 1 ភី | ||
| ២.១.២.២ | - ផ្លូវដែក | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 ភី | ||
| ២.១.៣ | ការកំណត់រចនាសម្ព័ន្ធអ័ក្ស Z | |||||
| ២.១.៣.១ | - ដំបងវីស | ប្ដូរតាមបំណង | NSK | 1 ភី | ||
| ២.១.៣.២ | - ផ្លូវដែក | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 ភី | ||
| ២.១.៤ | ការកំណត់រចនាសម្ព័ន្ធអ័ក្ស | |||||
| ២.១.៤.១ | - ឧបករណ៍បំលែងកូដមុំ | ECN113 | ហេដិនហេន | 1 ភី | ||
| ២.១.៤.២ | - ម៉ូទ័រដ្រាយផ្ទាល់ | MSP-1000-2-002-158 | ហ៊ីវីន | 1 ភី | ||
| ២.១.៥ | តារាងអ័ក្សខ | ប្ដូរតាមបំណង | ហ្គូធៀន | 1 ភី | ||
| ២.១.៦ | មេដែកអចិន្ត្រៃយ៍ ក្បាលពីរ ក្បាលអគ្គិសនី | ថាមពលដែលបានវាយតម្លៃ 7.1KW | Chuangyun | 1 ភី | ||
| ២.១.៧ | ឧបាយកលអ័ក្សបី | - | Chuangyun | 1 ភី | ||
| ២.១.៨ | ថាស | ១៤៨-LP-D4 | Chuangyun | 2 ភី | ||
| ២.១.៩ | ថាស | ១៤៨-LP-D6 | Chuangyun | 2 ភី | ||
| ២.១.១០ | ថាស | ១៤៨-LP-D8 | Chuangyun | 2 ភី | ||
| ២.១.១១ | ការគៀបថ្គាម | D0.5-3.2/D3.0-7.0/D7-13 | Chuangyun | 1 ឈុត | ||
| ២.១.១២ | ប្លុក V ភាពជាក់លាក់ខ្ពស់។ | (៣-៥) | Chuangyun | 1 ភី | ||
| ២.១.១៣ | ប្លុក V ភាពជាក់លាក់ខ្ពស់។ | (៥-៧) | Chuangyun | 1 ភី | ||
| ២.១.១៤ | ប្លុក V ភាពជាក់លាក់ខ្ពស់។ | (៦-១២) | Chuangyun | 1 ភី | ||
| ២.១.១៥ | កូឡែត | D4W20 (80-00004) | SCHAUBLIN | 1 ភី | ||
| ២.១.១៦ | ស៊ើបអង្កេត | TS150 | ហេដិនហេន | 1 ភី | ||
| ២.១.១៧ | កង់កិន (វែង) | ១១៩ ×∅៣១.៧៥ ×∅៩៦ ម។ | Chuangyun | 1 ភី | ||
| ២.១.១៨ | កង់កិន (ខ្លី) | ៨៧ ×∅៣១.៧៥ ×∅៩៦ ម។ | Chuangyun | 1 ភី | ||
| ២.១.១៩ | ម៉ាស៊ីនត្រជាក់ | - | យូដា | 1 ភី | ||
| ២.១.២០ | ចង្កៀងសញ្ញាបីពណ៌ | DC24V | Schneider | 1 ភី | ||
| 2.1.21 | ឧបករណ៍វាស់លំហូរ | SI5000 | IFM | 1 ភី | ||
| ២.១.២២ | ជំរុញការផ្គត់ផ្គង់ថាមពលជាក់លាក់ | 15KW | NEWCOM | 1 ភី | ||
| ២.១.២៣ | ក្រុមសន្ទះអេឡិចត្រូម៉ាញ៉េទិច | M4GE280R-CX-E20D-5-3 | CKD | 1 ឈុត | ||
| ២.១.២៤ | ប្រព័ន្ធប្រេងរំអិលស្វ័យប្រវត្តិ X, Y, Z-axis | - | តៃវ៉ាន់ | 1 ឈុត | ||
| ២.២ | ការកំណត់រចនាសម្ព័ន្ធ CNC | |||||
| ២.២.១ | BOXPC | IMPC00S/P1 | ញូខុន | 1 ភី | ||
| ២.២.២ | តម្រងថាមពល | AGOFIL024A | NUM | 1 ភី | ||
| ២.២.៣ | តម្រងថាមពល | AGOFIL001S | NUM | 1 ភី | ||
| ២.២.៤ | ការតស៊ូ | AGORES008 | NUM | 1 ភី | ||
| ២.២.៥ | ការផ្គត់ផ្គង់ថាមពលសំខាន់នៃប្រព័ន្ធ | MDLL3015N00AN0I | NUM | 1 ភី | ||
| ២.២.៦ | កម្មវិធីបញ្ជា Servo | MDLUX021B1CAN0I | NUM | 4 ភី | ||
| ២.២.៧ | ម៉ូទ័រ servo អ័ក្ស B | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1 ភី | ||
| ២.២.៨ | ម៉ូទ័រអ័ក្សអាកាស | MSP-1000-2-002-158 | NUM | 1 ភី | ||
| ២.២.៩ | ម៉ូទ័រ servo អ័ក្ស Y | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1 ភី | ||
| ២.២.១០ | ម៉ូទ័រ servo អ័ក្ស X/Z | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 ភី | ||
| ២.២.១១ | កម្មវិធីបញ្ជា servo អ័ក្ស U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 ភី | ||
| ២.២.១២ | ម៉ូទ័រ servo អ័ក្ស V | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1 ភី | ||
| ២.២.១៣ | គូស្វាម៉ីភរិយា | EX-1100 | ញូខុន | 1 ភី | ||
| ២.២.១៤ | បញ្ចូល | EX-210H | ញូខុន | 2 ភី | ||
| ២.២.១៥ | ទិន្នផល | EX-310H | ញូខុន | 2 ភី | ||
| ២.២.១៦ | ម៉ូឌុលបញ្ចូលអាណាឡូក | EX-4054 | ញូខុន | 1 ភី | ||
| ២.២.១៧ | ស្ថានីយ | EX-TRE01 | ញូខុន | 1 ភី | ||
| ២.២.១៨ | បន្ទះប្រតិបត្តិការ | IMOP4106/H | ញូខុន | 1 ភី | ||
| ២.២.១៩ | NCK | IM8+ | ញូខុន | 1 ភី | ||
| ២.២.២០ | NCK | IMSO 100006 | ញូខុន | 1 ភី | ||
| ២.២.២១ | NCK | IMSO100008 | ញូខុន | 1 ភី | ||
| ២.២.២២ | NCK | IMSO100012 | ញូខុន | 1 ភី | ||
| ២.២.២៣ | NCK | IMPA 100586 | ញូខុន | 1 ភី | ||
| ២.២.២៤ | NCK | IMSO100373 | ញូខុន | 1 ភី | ||
| ២.២.២៥ | NCK | IMSO100375 | ញូខុន | 1 ភី | ||
| ២.២.២៦ | NCK | IMSO 100335 | ញូខុន | 1 ភី | ||
| ២.២.២៧ | NCK | IMSO 100519 | ញូខុន | 1 ភី | ||
| ២.២.២៨ | NCK | IMSO100392 | ញូខុន | 1 ភី | ||
| ២.២.២៩ | NCK | IMSO 100331 | ញូខុន | 1 ភី | ||
| ២.២.៣០ | NCK | IMSO 100535 | ញូខុន | 1 ភី | ||
| ២.២.៣១ | NCK | IMSO 100520 | ញូខុន | 1 ភី | ||
| ២.២.៣២ | NCK | IMSO100560 | ញូខុន | 1 ភី | ||
| ២.៣ | ការកំណត់រចនាសម្ព័ន្ធស្តង់ដារនៃកម្មវិធីកិនឧបករណ៍ | |||||
| ២.៣.១ | ឧបករណ៍កាត់សាមញ្ញ | Chuangyun អភិវឌ្ឍខ្លួនឯង | 1 ភី | |||
| ២.៣.២ | សមយុទ្ធសាមញ្ញ | Chuangyun អភិវឌ្ឍខ្លួនឯង | 1 ភី | |||
| ២.៣.៣ | ការត្រួតពិនិត្យការប៉ះទង្គិច 3D ជាមួយនឹងការក្លែងធ្វើម៉ាស៊ីន 3D | Chuangyun អភិវឌ្ឍខ្លួនឯង | 1 ភី | |||
| ២.៣.៤ | ការក្លែងធ្វើឧបករណ៍ 3D | Chuangyun អភិវឌ្ឍខ្លួនឯង | 1 ភី | |||
| ២.៣.៥ | ស៊ើបអង្កេតការរកឃើញដោយស្វ័យប្រវត្តិ | Chuangyun អភិវឌ្ឍខ្លួនឯង | 1 ភី | |||

