E31 CNC ម៉ាស៊ីនកិនស៊ីឡាំងសម្រាប់ឧបករណ៍កាត់


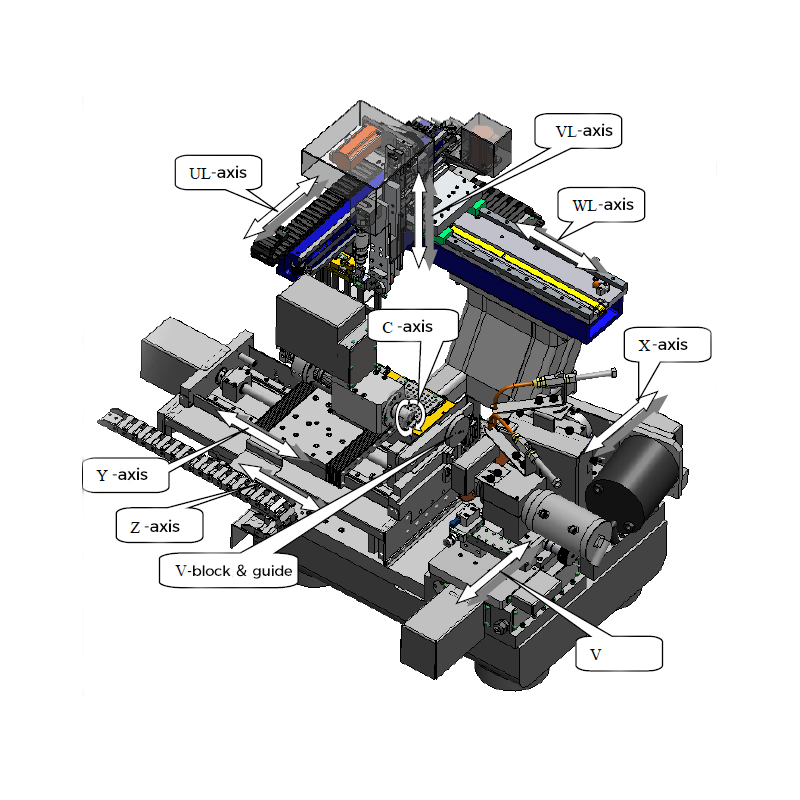
ដ្យាក្រាមរចនាសម្ព័ន្ធសំខាន់របស់ម៉ាស៊ីន
វិសាលភាពកម្មវិធី
1. ជួរនៃកម្មវិធី៖ ម៉ាស៊ីនកាត់កិន ខួងប៊ីត រ៉ឺម័រ និងដំណើរការផ្នែកផ្សេងៗដែលមានភាពជាក់លាក់ខ្ពស់។
2. ជួរដំណើរការ: ជួរអង្កត់ផ្ចិតនៃផលិតផលកែច្នៃ: Φ3~Φ20mm, ជួរប្រវែងនៃផលិតផលកែច្នៃ: 120mm (ស្វ័យប្រវត្តិ), 330mm (សៀវភៅដៃ)។
3. លក្ខណៈនៃដំណើរការ៖ ការកិនដំណាលគ្នានៃកង់កិនពីរដែលល្អ និងរឹង ដំណើរការតែមួយដង និងបង្កើត
ការណែនាំអំពីម៉ាស៊ីន
1. រចនាសម្ព័ន្ធគ្រែ៖
2. សន្លឹកដែកនៃម៉ាស៊ីនទាំងមូល៖ ម៉ាស៊ីនទាំងមូលមានរចនាសម្ព័ន្ធរុំព័ទ្ធយ៉ាងពេញលេញ ហើយស៊ុមមេត្រូវបានបំបែកចេញពីគម្របខាងក្រៅ ដើម្បីជៀសវាងការរំញ័រ។
3. ប្រព័ន្ធគ្រប់គ្រង៖ NEWCON
4. ផ្នែកផ្លាស់ទី៖ អ័ក្ស X, អ័ក្ស V, អ័ក្ស Z, អ័ក្ស Y, អ័ក្ស WL, អ័ក្ស UL, អ័ក្ស VL, យន្តការកង់ណែនាំ, យន្តការដៃ, យន្តការលៃតម្រូវ hysteresis
5. spindle workpiece: Chuangyun spindle ផលិតដោយខ្លួនឯង។
6. spindle កិន: Xiamen Tungsten Motor
7. ប្រេងរំអិលរបស់ម៉ាស៊ីនទាំងមូល៖ ក្បាលសុដន់ប្រេងត្រូវបានបម្រុងទុកសម្រាប់អ័ក្សនីមួយៗ ហើយរំអិលជាទៀងទាត់។
8. អង្គភាពត្រួតពិនិត្យអេឡិចត្រូនិច៖
9. វិធីសាស្រ្តនៃការផ្តល់ចំណី: ការចិញ្ចឹមបីអ័ក្ស
លក្ខណៈបច្ចេកទេស
| វិធីសាស្រ្តត្រួតពិនិត្យ | ប៊ូតុងខាងក្រៅ អេក្រង់ប៉ះ | |
| វិធីសាស្រ្តបង្ហាញ | អេក្រង់ប៉ះ ពន្លឺព្រមាន | |
| វិធីសាស្រ្តត្រជាក់ | ម៉ាស៊ីនត្រជាក់ប្រេង | |
| វិធីសាស្រ្តផ្ទេរ | ធារាសាស្ត្រ ខ្យល់ ម៉ូទ័រ servo | |
| ការផ្គត់ផ្គង់ថាមពល | AC 3 × 380V, 50Hz | |
| ថាមពលសរុបអតិបរមា | 25KW | |
| វិមាត្រ | 2152 × 1838 × 2614 ម។ | |
| ទំងន់សរុប | 3050 គីឡូក្រាម | |
| សម្ពាធប្រេងត្រជាក់ | 0.6 ~ 0.8MPa | |
| សម្ពាធ barometric | សម្ពាធផ្លូវសរុប: 5 ~ 6 Bar | |
| សម្ពាធខ្យល់ Chuck: 2 ~ 3 Bar | ||
| សម្ពាធខ្យល់កង់ណែនាំ: 2 ~ 2.5Bar | ||
| សម្ពាធផ្លូវខ្យល់ Gripper: 1.5 ~ 4Bar | ||
| សម្ពាធខ្យល់: 5 ~ 6 Bar | ||
| មាត្រដ្ឋានអុបទិកសំអាតសម្ពាធខ្យល់: 0.6 ~ 0.7Bar | ||
| ប៉ារ៉ាម៉ែត្រគ្រប់គ្រង | ||
| អ័ក្ស UL | ការធ្វើដំណើរ | 450 ម។ |
| ភាពអាចធ្វើម្តងទៀត | 0.02 ម។ | |
| ល្បឿនប្រតិបត្តិការអតិបរមា | 15000 មម / នាទី។ | |
| អ័ក្ស VL | ការធ្វើដំណើរ | 100 ម។ |
| ភាពអាចធ្វើម្តងទៀត | 0.02 ម។ | |
| ល្បឿនប្រតិបត្តិការអតិបរមា | 15000 មម / នាទី។ | |
| អ័ក្ស WL | ការធ្វើដំណើរ | 540 ម។ |
| ភាពអាចធ្វើម្តងទៀត | 0.02 ម។ | |
| ល្បឿនប្រតិបត្តិការអតិបរមា | 15000 មម / នាទី។ | |
| ដំណើរការប៉ារ៉ាម៉ែត្រអ័ក្ស | ||
| អ័ក្ស Z | ការធ្វើដំណើរ | 100 ម។ |
| ភាពត្រឹមត្រូវនៃដំណោះស្រាយអប្បបរមា | 0.0001 ម។ | |
| អ័ក្ស Y | ការធ្វើដំណើរ | 350 ម។ |
| ភាពត្រឹមត្រូវនៃដំណោះស្រាយអប្បបរមា | 0.0001 ម។ | |
| អ័ក្ស X | ការធ្វើដំណើរ | ៣៥ ម។ |
| ភាពត្រឹមត្រូវនៃដំណោះស្រាយអប្បបរមា | 0.0001 ម។ | |
| អ័ក្ស V | ការធ្វើដំណើរ | ៣៥ ម។ |
| ភាពត្រឹមត្រូវនៃដំណោះស្រាយអប្បបរមា | 0.0001 ម។ | |
| កង់ណែនាំ | ភាពត្រឹមត្រូវនៃការបង្វិល៖ | ≤0.010mm |
| ក្បាលធ្វើការ (អ័ក្ស C) | ថាមពលម៉ូទ័រ | 1.57Kw |
| ល្បឿនបង្វិល | ≤2000rpm | |
| ភាពត្រឹមត្រូវនៃការរត់ចេញ | ≤0.002mm | |
| ដំណោះស្រាយអប្បបរមា | 0.0001° | |
| spindle កង់កិនរដុប | ថាមពលម៉ូទ័រ | 8.5KW |
| ល្បឿនបង្វិល | ≤5000rpm | |
| ភាពត្រឹមត្រូវនៃការរត់ចេញ | ≤0.002mm | |
| តុល្យភាពថាមវន្ត | ≤G0.4 | |
| spindle កង់កិនល្អ។ | ថាមពលម៉ូទ័រ | 1.4KW |
| ល្បឿនបង្វិល | ≤ 7950 rpm | |
| ភាពត្រឹមត្រូវនៃការរត់ចេញ | ≤0.002mm | |
| តុល្យភាពថាមវន្ត | ≤G0.4 | |
| ប៉ារ៉ាម៉ែត្រកិន |
|
|
| ម៉ូដែល Chuck | W20 | |
| អង្កត់ផ្ចិតកង់កិនម៉ត់ | Ø ២៥០ ម។ | |
| អង្កត់ផ្ចិតកង់កិនល្អ។ | Ø ១៥០ ម។ | |
| អង្កត់ផ្ចិតនៃស៊ាមការងារ | Ø3-Ø12mm (ស្វ័យប្រវត្តិ) / Ø3-Ø20mm (ដោយដៃ) | |
| ជួរនៃការកិន workpiece | Ø0.08 - Ø20 ម។ | |
| ប្រវែង workpiece | 120mm (ស្វ័យប្រវត្តិ) / 350mm (ដោយដៃ) | |
| ប្រវែងដំណើរការអតិបរមានៃ workpiece | ៣៣០ ម។ | |
| ដំណើរការអង្កត់ផ្ចិតខាងក្រៅ | ≤0.003mm | |
| ភាពត្រឹមត្រូវនៃម៉ាស៊ីនប្រវែង | ± 0.1 ម។ | |
| ភាពត្រឹមត្រូវនៃម៉ាស៊ីនមុំ | ≤0.3° | |
| ភាពជាក់លាក់នៃរូបរាង | ≤Ra0.4 (ការកិនបញ្ចប់) | |
បញ្ជីកំណត់រចនាសម្ព័ន្ធស្តង់ដារ
| 10 | ប្រព័ន្ធ CNC | NEWC0N | 1 |
| 20 | ម៉ូទ័រ servo | NEWC0N | 8 |
| 30 | កម្មវិធីបញ្ជាម៉ាស៊ីនមេ | NEWC0N | 4 |
| 40 | បន្ទះប្រតិបត្តិការ / កង់ដៃ | NEWC0N | 1 |
| 50 | ម៉ូឌុលក្បាលការងារដែលមានភាពជាក់លាក់ខ្ពស់។ | GESAC | 1 |
| 60 | spindle អគ្គិសនីភាពជាក់លាក់ខ្ពស់ (1.4KW) | GESAC | 1 |
| 70 | ម៉ូទ័រដែលមានភាពជាក់លាក់ខ្ពស់ (7.1KW) | GESAC | 1 |
| 80 | Spindle មេកានិចភាពជាក់លាក់ខ្ពស់។ | GESAC | 1 |
| 90 | ផ្លូវដែកច្បាស់លាស់ | Schneeberger | 10 |
| ១០០ | ភាពជាក់លាក់ឆ្លងកាត់ Roller Linear Way | Schneeberger | 4 |
| ១១០ | វីសគ្រាប់បាល់ជាក់លាក់ | NSK | 4 |
| ១២០ | ប្រតិបត្តិការ និងដំណើរការកម្មវិធីក្លែងធ្វើ (ភាពខុសគ្នាជំហានស្តង់ដារ ស្វ៊ែរ ។ល។) | GESAC | 1 |
| ១៣០ | អាំងវឺរទ័រ | GESAC | 1 |
| ១៤០ | អាំងវឺរទ័រ | GESAC | 1 |
| ១៥០ | អេក្រង់ប៉ះ | ១៩ អេឡូ | 1 |
| ១៦០ | ឧបករណ៍ចាក់សោទ្វារសុវត្ថិភាព ឧបករណ៍ម៉ាស៊ីន | Jinzhong | 1 |
| ១៧០ | ឧបករណ៍ចាប់សញ្ញា | Baumer | 3 |
| ១៨០ | ឧបករណ៍ចាប់សញ្ញាលំហូរ | យីហ្វូមែន | 1 |
| ១៩០ | សមាសធាតុអគ្គិសនី | Schneider | 1 |
| ២០០ | សមាសធាតុខ្យល់ | CKD | 1 |
| ២១០ | ខ្សែនិងខ្សែ | ខូមខេប | 1 |
| ២២០ | រ៉ាកែតម៉ាស៊ីនត្រជាក់ | GESAC | 1 |
| ២៣០ | កង់សម្ពាធច្បាស់លាស់ Ø92x8 | GESAC | 1 |
| ២៤០ | កង់សម្ពាធច្បាស់លាស់ Ø92x15 | GESAC | 1 |
| ២៥០ | Chuck W20 D4 | GESAC | 1 |
| ២៦០ | ថាសស្តង់ដារ D4 | GESAC | 3 |
| ២៦០ | ប្លុក V ដែលផ្គូផ្គងភាពជាក់លាក់ខ្ពស់ (3-6) * 10 | GESAC | 1 |
| ២៨០ | ការកិនកង់ដែលមានភាពជាក់លាក់ខ្ពស់ (ប្រភេទផ្លាស់ប្តូររហ័ស) | GESAC | ២ |
| ២៩០ | សំណុំពេញលេញនៃម្រាមដៃរៀបចំ | GESAC | 1 |
លក្ខណៈម៉ាស៊ីន
អ័ក្ស CNC ចំនួន 8 អ័ក្ស CNC ចំនួន 5 ត្រូវបានប្រើនៅក្នុងតំបន់ដំណើរការ ដែលអាចដឹងពីការផ្ទុក និងការផ្ទុកដោយស្វ័យប្រវត្តិ ការផលិតបាច់ដោយគ្មានមនុស្សបើក
ភាពត្រឹមត្រូវនៃម៉ាស៊ីន និងប្រសិទ្ធភាពនៃឧបករណ៍ម៉ាស៊ីន
1. ការរត់រ៉ាឌីកាល់នៃ workpiece គឺនៅក្នុង 0.003mm;
2. ភាពត្រឹមត្រូវនៃទំហំ 2.0 ត្រូវបានគ្រប់គ្រងក្នុងរង្វង់± 0.005mm;
3. រាងមូលនៃ workpiece គឺក្នុងរង្វង់ 0.003mm;
4. ភាពរដុបលើផ្ទៃ < Ra0.4;